

World's Highest Quality Welding Materials and Welding Construction,
Korea's first industry company to produce Clad Pipe.
Clad Korea is a global company with infinite potential.
Analysis of Inconel Welding Characteristics by Process Variables
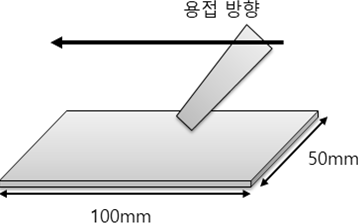
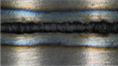
Evaluation of penetration depth by laser welding speed
Fig. 39 Experiment by Laser Weld Speed (BOP)

Penetration depth results by laser welding speed
| Case No. | Welding speed (m/min) |
Bead section | Penetration depth (mm) |
Remarks |
| L1 | 3 |  |
3.2mm | Full penetration |
| L2 | 4.5 |  |
3.2mm | |
| L3 | 6 |  |
2.67mm | Partial penetration |
| L4 | 7.5 |  |
2.1mm |
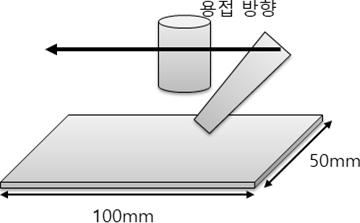
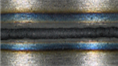
Evaluation of penetration depth by laser welding speed
Fig. 40 Experiment by arc welding speed (BOP)
Bead shape by arc welding speed
| Case No. | Wire transmission speed (m/min) |
Welding speed | Bead figure | Remarks |
| A1 | 15 | 3 |  |
Bad bead shape |
| A2 | 4.5 |  |
||
| A3 | 6 |  |
||
| A4 | 7.5 |  |
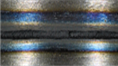
Hybrid Welded BOP Test Using Inconel 625 Material
Fig. 41 Experiments by Hybrid Weld Rate and Transfer Speed (BOP)
Bead Shape by Arc Weld Speed
| Case No. | Wire transmission speed (m/min) |
Welding speed | Bead figure | Remarks | |
| Bead surface | A back bead | ||||
| LA1 | 8 | 2 |  |
 |
|
| LA2 | 12 | 1.5 |  |
 |
|
| LA3 | 8 | 1.5 |  |
 |
|
| LA4 | 6 | 1.5 | 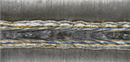 |
 |
|
| LA5 | 8 | 1 | 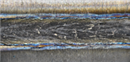 |
 |
|
| LA6 | 6 | 1 |  |
 |
|
| LA7 | 4 | 1 |  |
 |
|
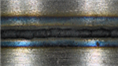
Fig. 42 Inconel625 Hybrid Welding Face-to-face Experiment
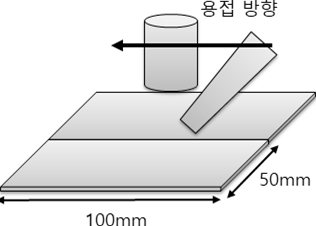
Inconel 625 Hybrid Face-to-Face Weld Test Plan
| Case No. | Feed velocity (m/min) |
Wire Transmission Speed (m/min) |
Laser output (kW) |
Remarks |
| 1 | 1 | 6 | 2.1 | Three repeated measurements of tensile strength |
| 2 | 1 | 8 | 2.7 | |
| 3 | 1 | 10 | 3.3 | |
| 4 | 1.2 | 6 | 2.7 | |
| 5 | 1.2 | 8 | 3.3 | |
| 6 | 1.2 | 10 | 2.1 | |
| 7 | 1.4 | 6 | 3.3 | |
| 8 | 1.4 | 8 | 2.1 | |
| 9 | 1.4 | 10 | 2.7 | |
| Fixed variable | Protective gas type, protected gas flow rate, laser lead, laser-arc heat source gap, torch angle, wire type, laser focus position, etc. | |||
Inconel 625 Hybrid Buckling Test Results
| Case No. | Bead surface | Bead section | Tensile strength (MPa) |
|
| Bead surface | A back bead | |||
| 1 |  |
 |
 |
869.4 |
| 858.2 | ||||
| 852.2 | ||||
| 2 |  |
 |
 |
900.2 |
| 884 | ||||
| 872.6 | ||||
| 3 |  |
 |
 |
689.3 |
| 678.2 | ||||
| 669.3 | ||||
| 4 | 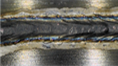 |
 |
 |
850.5 |
| 875 | ||||
| 887.4 | ||||
| 5 |  |
 |
 |
906 |
| 893 | ||||
| 882 | ||||
| 6 |  |
 |
 |
949.7 |
| 925 | ||||
| 923.3 | ||||
| 7 |  |
 |
 |
900.5 |
| 915 | ||||
| 928.9 | ||||
| 8 |  |
 |
 |
472 |
| 460 | ||||
| 440.2 | ||||
| 9 |  |
 |
 |
893.9 |
| 888.5 | ||||
| 902.5 | ||||
Fig. 43 Results of tensile strength test for each condition
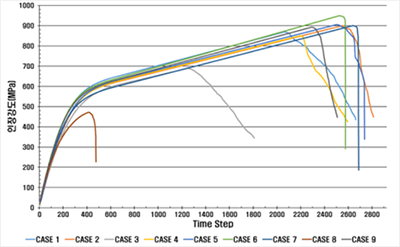

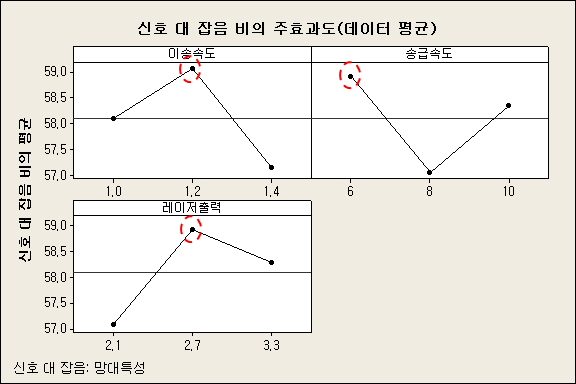
Fig. 44 Inconel625 Analyzing the Noise Ratio compared to butt weld signals
Inconel 625 Tensile Strength Evaluation
Fig. 45 Inconel625, parent metal S-S curve
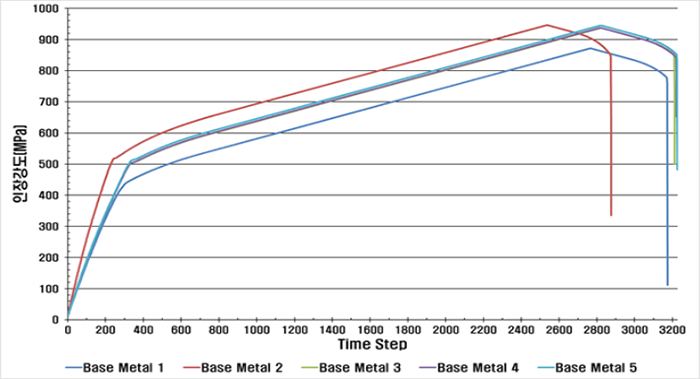
Fig. 46 Inconel625 Welded S-S Curve
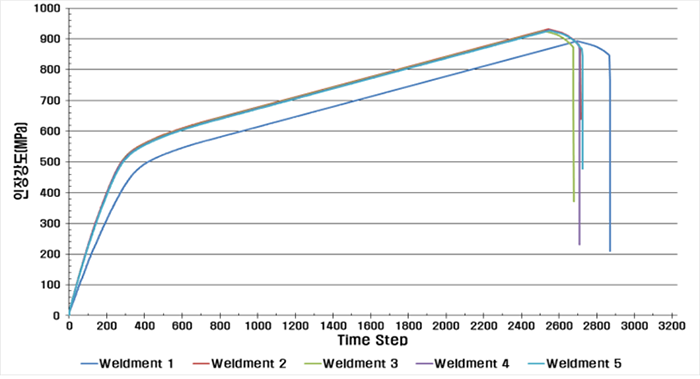
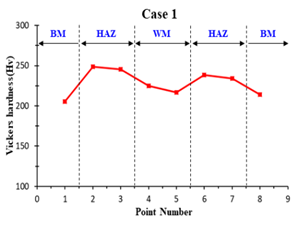
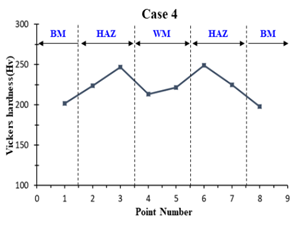
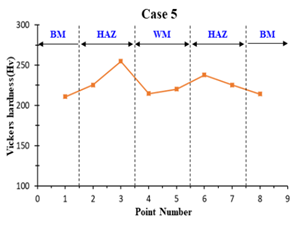
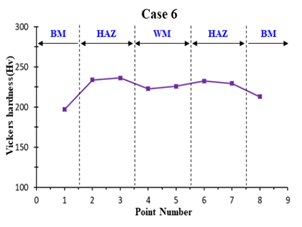
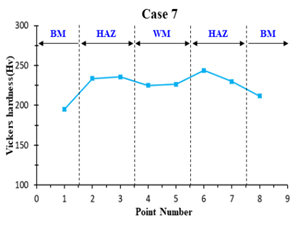
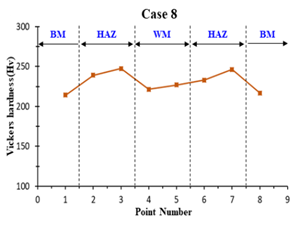
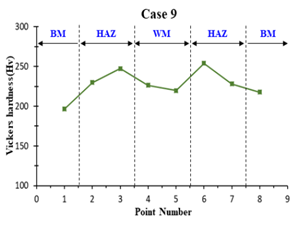
Evaluation of the hardness of the Inconel 625 welds
Fig. 47 Results of tensile strength tests for each condition





CLAD KOREA Co., Ltd
TEL : +82 2-313-6410 | E-mail : info@cladkorea.com
Head office: 37866 57, DaeSong-ro 101beon-gil, Nam-gu, Pohang-si, Gyeongsangbuk-do, Republic of Korea
COPYRIGHT ⓒ 2018 CLAD KOREA Co., Ltd. ALL RIGHT RESERVED.